Resource Planning in the Textile Industry
The structure of the supply chain in the textile industry a few decades ago was drastically different than what we know it to be today. Following World War II, the components of US supply chains were domestic and a large portion of the technology related to the management of these supply chains supported government policy.
What did this mean for the textile industry?
The US textile and apparel industry was made up of thousands of small, undercapitalized firms that used labor intensive practices. Independent mills produced yarn as an input for other independent mills that produced fabrics that would then be processed by another mill and would eventually end up at the factory where the final product was produced. While there was some vertical integration that occured within the industry, the industry is still largely made up of small independent companies.
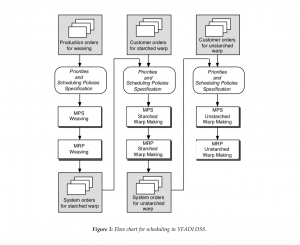
The textile industry has intricacies that make scheduling and planning a complicated issue. A textile product unit is created through a multi-phase manufacturing process that often require different units and planning horizons per phase.
A Master Production Schedule (MPS) is often used by managers in this industry to help them determine specific quantities to be produced as well as managing the unique forms of orders in relationship to the unique phases of a final product. In most Master Production Schedule systems related to the textile, they try to schedule jobs that are related in order to minimize the time between different phases/categories.
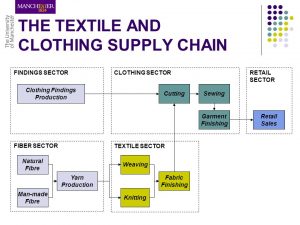
Below are examples of how the Supply Chain looks for the textile and clothing industry.
The Textile Industry makes use of an ERP model, or Enterprise Resource Planning model, that provides capabilities for planning, execution, and quality and factory maintenance. This system manages internal and external resources of an organization which include physical assets, financial resources, and material/human resources. An ERP provides several benefits to a company in the textile industry.
Streamlined Manufacturing – The textile industry faces a continuous challenge of managing raw materials efficiently. ERP helps with calculating accurate estimates of raw materials, related costs, and providing information about the various stages of the manufacturing process.
Merchandise Inventory Management – ERP provides companies with the benefit of managing inventory by updating its system based on market demand , fulfillment dates, and when sales were processed.
Improved Collaboration and Networking – An ERP software bring the multiple aspects of a process together. One main advantage is the centralization of data. This type of system eliminates distance between employees and creates a better communication platform.
Improved Quality & Cost Reduction – An ERP system in the textile industry provides better quality control by monitoring product defect. Customer expectations, as well as organizational sales will have the opportunity to improve. Additionally, a textile company can easily manage supply chain process and their administrative process while reducing costs. Management will be able to avoid over or under estimating sales forecasts.
At what stage, between raw materials to final products, do you think resource planning is most necessary? If textile manufacturers had not become more vertically integrated in the past few years, how do you think some of these methods could still be applied to the ‘old systems’ of the textile industry? Can you think of other industries that require a strict planning of resources, similar to the textile industry.
https://www.sagesoftware.co.in/blogs/erp-for-textile-industry/
http://www.quintiq.com/industries/textile-manufacturing.html
https://www.workwisellc.com/erp-software/15-benefits-implementing-erp-software/
Jessica,
The US textile industry was made up of many undercapitalized firms across the country because of WWII. After WWII the industry faced a very interesting problem. How to you maximize an industry when the means of production is spread everywhere, but you must deal with the complicated nature of planning and scheduling. The Master Production Schedule (MPS) is the solution the industry came up with. This allows often managers to determine specific quantities in relationship to the phases required by the final product. Many companies, such as Caterpillar Inc., use the similar systems today.
Attached is an article which focuses on the textile industry today and the challenges that it faces, specifically in its recruiting efforts and the type of personnel these companies require. The industry is looking for people with backgrounds in organizational science, business management, strategic and operative planning, marketing, quality management. This is so interesting to think about after reading about the adjustments the industry had to make after WWII with the MPS system.
SOURCE: http://www.sjm06.com/SJM%20ISSN1452-4864/3_1_2008_May_1-125/3_1_83-93.pdf
As one of the largest construction equipment manufacturers, having a consistent and efficient supply chain is vital. So much of the United States’ infrastructure is dependant on Caterpillar and their production. Additionally, other firms’ reliance on the servicing of their Caterpillar products is hugely important because, with machinery as large and expensive as what Caterpillar makes, you need your equipment fixed correctly and as soon as possible. They are able to do this because the production of their products initially is so well done. Their clean process just in regards to the engine improves quality metrics which can be applied to many other processes through the supply chain. Automation helps keep this process consistent, especially with the balance of human labor. With such massive and intricate machines, full automation through the supply chain would likely cause problems.
http://nasdaqtimes.com/caterpillar-inc-cat-making-way-towards-north-with-performance-booster/
As one of the largest construction equipment manufacturers, having a consistent and efficient supply chain is vital. So much of the United States’ infrastructure is dependant on Caterpillar and their production. Additionally, other firms’ reliance on the servicing of their Caterpillar products is hugely important because, with machinery as large and expensive as what Caterpillar makes, you need your equipment fixed correctly and as soon as possible. They are able to do this because the production of their products initially is so well done. Their clean process just in regards to the engine improves quality metrics which can be applied to many other processes through the supply chain. Automation helps keep this process consistent, especially with the balance of human labor. With such massive and intricate machines, full automation through the supply chain would likely cause problems.
http://nasdaqtimes.com/caterpillar-inc-cat-making-way-towards-north-with-performance-booster/
Jessica,
Textile industry grows by the dozen each day, new brands come up trying to adapt and find a niche in such a big market. But many times the bigger companies have the lead on production.
Looking for an enterprise that could serve as an example of resource planning I stumbled upon an article that announced that Nike was planning to cut its lead time from 60 days to just 10. Nike is one of the top competitors in the sports clothing industry, and it is thanks to its top-notch technology and its economy of scale that allows it to reduce its lead time by over 80%.
Nike’s plan is not only a reduction of the lead time for its orders, it is a full supply chain transformation. This requires a combination of new technologies and resource planning. Digitizing their end-to-end supply chain they are able to install a philosophy similar to Just-In-Time. They are developing new manufacturing techniques that allow them to just produce for a few weeks ahead of demand and they are automating their processes.In order to achieve all of this, Nike had to build stronger relationships with their suppliers. This is something they have been working on for a couple of years now.
This news have only come out this past November, Nike will need to adapt to its new plans and this might take a long time to do so. If it is successful, the company might set the example for future companies of how resources must be planned, including their interaction with the rest of the supply chain.
https://www.supplychaindive.com/news/nike-lead-times-innovation-automation-consumer/508606/
Jessica,
Thanks for sharing your insight about Enterprise Resource Planning. It’s awesome to hear how the textile industry has embraced the new technology along with the vertical changes. I was interested to find out where these systems come from (i.e., does each firm develop its own software or is there a business for designing and selling these systems?), so I did a little research and ended up on Oracle’s website.
Oracle has its own proprietary cloud-based software “designed to grow with [the firm], it manages accounting, financial planning and analysis, revenue recognition, etc.” That list goes on and on, which speaks to the scope and potential of one of these systems being implemented correctly by a firm. Streamlining processes from resource planning to accounting only makes a firm more profitable and lean.
Given this information from Oracle, I would say that the answer to your last question is really that every industry can stand to gain from a resource planning software that encompasses other facets and processes.
https://www.oracle.com/applications/erp/index.html
Jessica,
Your point was well-written and discussed a very interesting topic. While reading your post I could not help but think about how the MPS of a textile manufacturing company relates to the retailers that sell the product. Unless the manufacturing of the textile is turning around and selling the product in their own store, the manufacturer is obviously only producing what the retailer believes they can sell. The reason this came to mind is because retailers impact more than just the demand of the product. In some instances, the retailer will have a specific style or product that they believe will work well in the stores for that season. Due to this, the examples of MPS that we have seen in class have another aspect to them. Suddenly, it is not simply the amount of raw materials needed to manufacture each product, but now the type of materials changes depending on the style demanded.
For textile companies that create their own designs, the supply chain and eventual MPS becomes much more complex. In one article I read, the author brought up a very interesting point. She writes, “According to fashion theory, there are 101 stages in the supply chain, the first being ‘designer attends fabric show’ and the last, ‘order ready for shipment’” (Article found at https://www.vogue.com/article/fashion-supply-chain-environmental-impact). Sure, this background research, attending events, watching fashion trends, and many other activities will never show up on the MPS, however there is an incredible amount of work that goes into deciding even the smallest details on the MPS. Your blog post showed me just how much goes into the seemingly simple spreadsheet we discuss in class. It is important to always think about real world examples and how it relates to class discussions and I think you post did this very successfully. Thanks for sharing!
Jessica,
I really enjoyed reading your post. I found your descriptions of the Master Planning Schedule (MPS) and the Enterprise Resource Planning model (ERP) and how they benefit companies, specifically textile companies, to be very helpful in understanding the importance of resource planning. Among the many benefits of implementing an Enterprise Resource Planning model, such as streamlined manufacturing, merchandise inventory management, improved collaboration and networking, and improved quality and cost reduction, I think the most important benefit is the streamlined manufacturing that is a result of effective implementation of an ERP. As we have learned in class, back orders can be very costly to a firm and can negatively impact both company-supplier relationships, as well as company-customer relationships, but a truly streamlined manufacturing process has no back orders. This is crucial to a company’s success because it can effect both relationships and the bottom line.
At the end of your post, you asked us to consider where in the manufacturing process, from raw materials to the finished product, resource planning is most important. I would say that resource planning in the raw materials phase is essential, because if production is delayed during this stage, it can adversely impact the production of more finished products down the production line. Planning raw materials and managing that inventory effectively will determine the efficiency of a company’s manufacturing process, and consequently, the overall success of the company.
Jessica,
Your comparison of the difference between the supply chain in the textile industry a few decades ago to that of today’s led me to examine the differences between resource planning of the past and of today’s world. During this, I stumbled upon an article on Wall Street’s increased investment in enterprise software. While a few large companies once dominated this field, a new crop of companies are emerging in this field. This is a result is a result of a shift in technology, tied to the rise of cloud computing and the ability for software companies to deliver their services more efficiently to businesses. Bill Bryant, a partner at Draper Fisher Jurvetson, says “trends in automation, machine learning, cloud computing and security continue to create new opportunities for enterprise software companies.” It will be interesting to follow this industry as the demand for enterprise planning software increases.
Link: https://www.geekwire.com/2018/wall-street-warms-enterprise-software-bode-well-smartsheet-docusign-others/
Jess,
Thank you for this insightful post. I really enjoyed your explanation of Enterprise Resource Planning models in relation to the textile industry and it made me interested to look more into it and learn how they are applied to other industries. An article that I found interesting was about the impact ERPs made in human resource management. Human resource management systems are a form of software that organizes and runs a company’s entire HR system including payroll and performance analysis. The article states that human resource management systems were actually derived from ERPs. The first ERP was created in 1979 as a way to evaluate employees. As technology has advanced, these systems capability has increased to the point where one piece of software is able to complete an entire department’s work. Whats different between an ERP and a HR management system is the extent of customization and ease of use.
One advantage of ERPs and HR management systems that the article gives is their constant data collection that is all saved in one place. This saves employees time and allows them to focus on their work. In turn, this and makes the entire company run more efficiently. Furthermore, it is proven there is research to show that there is a greater sense of team work and collaboration due to the ability of every team member being able to access the shared data.
Link: https://www.hrtechnologist.com/articles/performance-management/the-reason-leading-organizations-invest-in-cutting-edge-human-resources-management-systems/
Jessica,
I thought your post was great. You did a great job tying the course material to real-world, practical applications. It’s really cool to see the information from the textbook and class come alive like that.
At the end of your post you asked, at what stage of the textile industries supply chain and operations is resource planning the most important, and I’d like to take an opportunity to weigh in on this question.
The sheer scale of the textile industry’s footprint makes it a fascinating case study to discuss resource planning. A major aspect of this footprint is that very few products are manufactured where they are developed or sold (Textile World). The outsourcing of production and sourcing has helped the industry achieve massive cost reductions in the past, but a consequence of this strategy has been a growth in the physical distance of production and point of sale. Recently, the growth of the “conscious consumer” has meant that the sustainability and ethicality of a firm’s supply chain has come under greater scrutiny than ever before. This trend, in regards to the question at hand, means that resource planning at the raw materials stage is more important than ever.
Some aspects of ERP systems that you discussed—improved collaboration and greater centralization—can help firms ensure that their supply chains meet the ethical and sustainable standards that their customers expect because of improved communication between, and monitoring of, stages of the supply chain.
Source: http://www.textileworld.com/textile-world/features/2018/03/how-fashion-became-a-digital-industry/
Andrew,
Your comment is very insightful. I think it is very interesting to consider the impact of the textile industry’s footprint due to the shift from locally sourcing material to buying and selling products and materials from all over the world. Also, this strategy, although price-conscious makes production way more complicated, difficult to track, and less reliable. Your discussion of ethics in this industry reminded me of a discussion from my Business Ethics class, discussing whether deductions in price for the consumer outweigh the negative ethical impact that production has on the environment and broader community.
Jessica,
I found your analysis in this post quite interesting. It is easy to get stuck looking at how businesses operate today and forget how those companies developed from what they were like in the past. When you look at a textile company of any kind today, you do not see the prolonged manual processes and lengthy supply chains that defined an era of the industry after the war. You see a well-oiled machine of a business that cuts out suppliers and focuses on the bigger picture, rather than dealing with the minutiae.
In past systems, communication with suppliers and different departments may have been the most difficult and tedious stage of resource planning. If you watch the beginning of this video, which illustrates a 1924 cotton processing plant, you will see a manager with papers tracking each item by hand as it is received by the company (https://youtu.be/-mRBv6cXCZY). Now, with ERP systems allowing synchronized information access and supplier communication coming with ease, the complications that arise in resource planning have shifted. The emphasis is no longer on coordination, but accurate forecasting. Without having to worry as much about the smaller details, companies can now focus on developing forecasts and models which better project and plan resource demand.
In this way and more, ERPs have revolutionized production companies and rearranged the areas of emphasis for managers in S&OP and resource planning.
Jessica,
Thank you for bringing this interesting topic to our attention! The textile industry, especially the older version, really is a supply chain marvel. Just to make things more complicated, many of the textile mills make yarn using different raw materials. Wool, cotton, and synthetics are all used in different fabrics in different ways for different products. Some products are even combinations of different fibers which creates a capacity planning nightmare for managers. Thinking of some retail companies that face planning issues, Patagonia comes to mind. Patagonia is a company that is founded on the principles of taking care of the earth. Many of their products used to be made from your standard cotton fibers that you find in any other shirt. It wasn’t until they realized that traditional cotton fibers are not only harmful to the planet but also cause the quality of the product to deteriorate. Recently, Patagonia began a quest to switch all of their production from synthetic, traditional cotton fibers, to an all natural, organic, fair trade cotton. They also abandoned their producers and instead outsourced to exclusively fair trade factories. This complicates their production process even more as they have to find fair trade factories, and then they have to ensure that a sufficient supply of all natural cotton gets delivered to those factories, and they have to ensure that their products are made with the quality that Patagonia is known for. All of these challenges are made even more difficult because they are in the process of switching production from the old systems to the new eco-friendly systems. This means that some of their production planning has to use old systems and some systems have to be updated for the new systems. It is amazing that they’re able to maintain supply while balancing the transition to new suppliers, manufacturers, and supply chains.
Source:
http://www.patagonia.com/company-info.html
Adam,
What a perfect example to supplement this post! I think Patagonia really encompasses the transition of old textile practices into our current day textile production style. Like Jessica mentioned, they have likely use ERP systems to help organize and simplify their complicated and precise supply chain requirements. I would think that a strong and well-designed ERP system has been a key to their success in delivering products to the satisfaction of their consumers (but not a key to low prices).
I also think some of the points you brought up represent the direction in which resource management is heading. Focuses in recent decades have been on cutting costs and raising efficiency (such as Jessica discusses some above). Now, between customer demand and raised corporate global awareness, companies are starting to bridge the gap between efficient and sustainable. Companies such as Patagonia, Unilever, Burt’s Bees, and more are emphasizing the quality and sustainable sourcing of their material, not just the cost and quantity. This causes more chaos in lead times, logistics, and planning, but leads to an end product that consumers are willing to pay a premium for. I wonder what types of strategies other companies are implementing in their resource planning in order to adapt to this shifting materials sourcing strategy.
Adam,
I had no idea that Patagonia was making this change, so thank you for sharing this article. Patagonia has an innovative and ecologically-friendly reputation so it makes sense that this is their next step. In fact this has a been a long time coming. In 1995, they started to monitor its ‘cut-and-sew’ factories and in 2011 their textile mills for social and environmental responsibility. However, this is the biggest step because they are starting from the beginning of the supply chain to ensure the entire process meets the appropriate standards. They are the leaders in this Regenerative Organic Certification campaign and are taking action to help other brands be able to adopt these sustainable textiles and products into their supply chain. Patagonia’s CEO, Rose Marcario, commented on this initiative saying, “Patagonia’s mission is: “build the best product, cause no unnecessary harm, use business to inspire and implement solutions to the environmental crisis.” These words guide us in everything we do. Our work is always focused on what we can improve in the supply chain which can be more broadly adopted”. It is clear that they are making the necessary steps to uphold their mission. I look forward to seeing how they continue to lead this campaign.
Sources:
https://sourcingjournalonline.com/patagonia-helps-spearhead-new-comprehensive-organic-certification-program/
http://www.brandchannel.com/2017/12/28/5-questions-with-patagonia-ceo-rose-marcario-brand-activism-122817/
https://www.kqed.org/bayareabites/126036
Adam,
Thanks for adding this interesting information to the discussion! I have noticed recently this seems to be a trend for many similar companies, especially as consumers are increasingly pushing for all natural products. One company (and I am sure many others), Jones Family Co., has anticipated this increased demand. Due to the anticipated demand of natural fibers for mattresses and other textiles, they have expanded their Jones Nonwovens plant in North Las Vegas to better meet the new higher demand. With their new line, according to their website, they have doubled their capacity for the plant.
http://jonesfamilyco.com/news-updates/ahead-of-the-curve-expansion-anticipates-demand-for-natural-fiber-products
Jessica,
Proper resource planning is vital to the textile industry since most textile products are made through a multi-phase manufacturing process. If a schedule is not strategically planned for each component of an end item, delays in the production of each phase requiring the component can be delayed hindering production of the end item. Furthermore, delays in the textile industry affect the progress of products in the clothing industry, which can ultimately affect the retail industry. For example, a clothing company could have ordered textiles for their next clothing line. If the textiles are not received on time, the production of the clothing line will be delayed. The textile industry shows how an end item in one industry can be a component in another industry. Furthermore, this industry is a good example on how poor resource management and planning can have consequences outside of the specific industry. It shows the importance of having a master production schedule and an enterprise resource planning system. An enterprise resource planning system allows a company to manage and integrate key components of its operations.
Here, is an article (https://www.forbes.com/sites/josephdeacetis/2017/11/30/how-luxury-textile-house-albini-has-cultivated-the-secret-ingredient-to-high-end-shirts/#771f6d48299e) that shows the importance of having control of each phase in the production process in the textile industry. Since the company has control of each phase, when the final product is complete they are able to trace the product back to the initial cotton batch used. The article also states the company has a competitive advantage due to it being vertically integrated which shows the benefits of switching to a more vertically integrated industry. “The vertically integrated industrial structure allows for the management and control of the entire supply chain, from cotton to finished fabrics, ensuring a quick response to market demands and an increasingly wide array of available fabrics.” The vertical integration helps meet the market demand and indirectly the customer demand. The main goal of any company is to meeting the customer demand and having a satisfied customer.
Jessica,
Thank you for your great post! As you mentioned, the textile industry has intricacies that make scheduling and planning an extremely complicated issue and these challenges are evident in footwear industry as well. i2 is a supply-chain software that is utilized by many retailers including Siemens, Kmart, and Nike to assist with demand planning, resource planning, and supply chain management.
In June 2000, Nike experienced a wave of problems with its i2 system. According to Nike, “the software left it with more inventory in slower-selling shoes and shortages in its high-demand kicks.” The software glitch cost Nike more than $100 million in lost sales, depressed its stock price by 20 percent, and triggered a flurry of class-action lawsuits.
Katrina Roche, i2’s marketing chief said that Nike’s issues were tied to the way it installed i2’s software, and not to glitches in the software itself. Nike failed to use i2’s standard apparel resource planning template when it implemented the software in its footwear division. Nike’s implementation of the software was unsuccessful and therefore, the data that was input to the software did not yield the correct numbers for demand and resource planning. Nike depends on tightly controlling the athletic footwear supply chain and getting retailers to commit to orders far in advance (they order 90 percent of their sneakers six months in advance of delivery) and accurate numbers are extremely crucial to Nike’s success.
While i2’s software has proven successful for many other companies, their problems with Nike goes to show that even a minor glitch or problem in demand and resource planning can have extremely negative outcomes for the organization and lead to dramatic loss in sales and unhappy customers.
Sources:
https://www.cio.com/article/2439601/supply-chain-management/nike-rebounds–how–and-why–nike-recovered-from-its-supply-chain-disaster.html
https://www.cnet.com/news/its-time-to-break-up-with-vr/
https://www.thestreet.com/story/1322748/1/i2s-software-just-didnt-do-it-for-nike.html
https://www.cio.com/article/2439600/supply-chain-management/five-lessons-learned-from-nike-s-i2-debacle.html